Развитие технологии раскатки кольцевых поковок – обзор и ее прикладное значение в современной промышленности
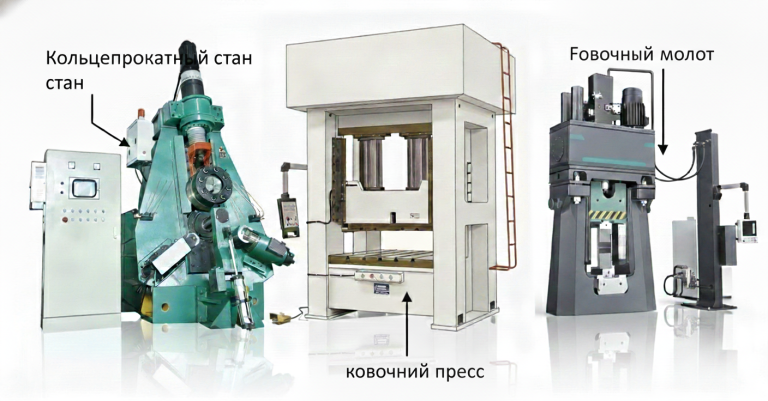
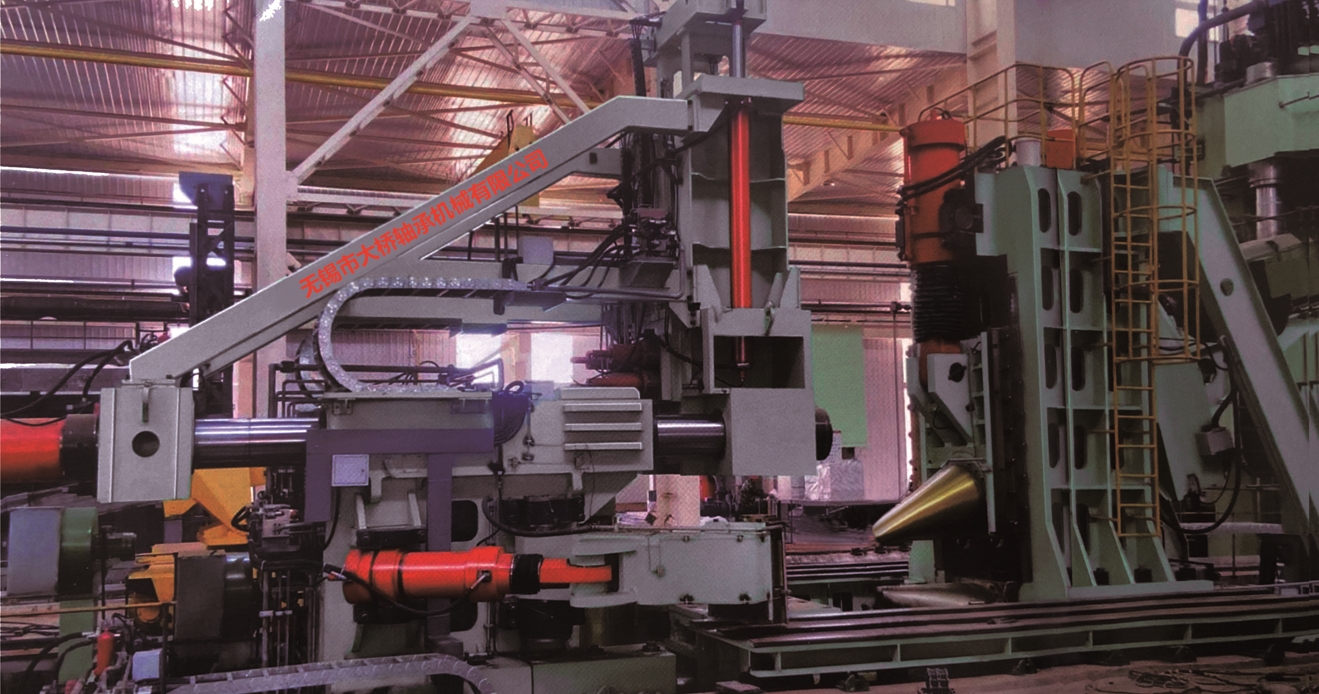
Раскатка кольца, также известная как раскатка кольцевых поковок или расширение отверстий, представляет собой передовой процесс пластической деформации, в котором используется специальное оборудование для раскатки колец (кольцепрокатный стан) для непрерывной локальной пластической деформации, чтобы увеличить диаметр, уменьшить толщину стенки и постепенно сформировать контур поперечного сечения кольцевой поковки.
По сравнению с традиционным процессом объемной штамповки, технология раскатки колец имеет значительные технико-экономические преимущества: она значительно снижает тоннаж оборудования и инвестиционные затраты, снижает вибрацию и удары, экономит энергию и материалы, имеет низкую себестоимость производства и отличные механические свойства. В настоящее время эта технология широко применяется при производстве различных бесшовных кольцевых поковок, таких как кольца подшипников, кольца зубчатых колес, кольца фланцев, колеса, корпуса, уплотнительные кольца и т. д., и играет важную роль во многих промышленных областях, таких как строительная техника, транспорт, судостроение, нефтехимия, авиакосмическая промышленность и атомная энергетика.
1. Классификация и принцип раскатки колец
1.1 Радиальная раскатка

Радиальная раскатка является базовой формой технологии раскатки колец. Принцип его работы заключается в следующем:
-
Приводной ролик, как активный ролик, одновременно выполняет вращательную раскатку и прямолинейное перемещение подачи.
-
Опорный ролик, как пассивный ролик, совершает ведомое вращательное раскатывающее движение.
-
Направляющие и сигнальные ролики являются свободно вращающимися ведомыми роликами.
-
Технологический процесс: кольцевая поковка подвергается непрерывной локальной пластической деформации в форме, образованной приводным и опорным роликами, для уменьшения толщины стенки, увеличения диаметра и формирования контура поперечного сечения. Когда внешний круг кольцевой поковки соприкасается с сигнальным роликом, приводной ролик прекращает подачу и возвращается назад, завершая процесс раскатки кольца.
Особенности: простота конструкции оборудования, широко используется при производстве колец малого и среднего размера, но может иметь дефекты в виде углублений на торцевых поверхностях.
1.2 Радиально-осевая раскатка

Для решения проблем качества торцевых поверхностей при радиальной раскатке и удовлетворения потребностей в формировании сложных поперечных сечений была разработана радиально-осевая раскатка. Эта технология добавляет валок для осевой раскатки торцевой поверхности на основе оборудования для радиальной раскатки, обеспечивая одновременную радиальную и осевую раскатку.
Основные преимущества:
-
Устранение и выравнивание углублений на торцевых поверхностях, возникающих при радиальной раскатке.
-
Формирование сложных контуров поперечного сечения.
-
Равномерное уменьшение толщины стенки и высоты кольцевой поковки.
Особенности оборудования: относительно сложная конструкция, в основном используется для производства крупных и сложных кольцевых поковок.
2. Области применения раскатки колец
2.1 Применяемые материалы
Технология раскатки колец может обрабатывать различные металлические материалы, в том числе:
-
Углеродистая сталь
-
Легированная сталь
-
Алюминиевые сплавы
-
Медные сплавы
-
Титановые сплавы
-
Никелевые сплавы
2.2 Типичные продукты
-
Кольца подшипников
-
Кольца зубчатых колес
-
Колеса поездов
-
Корпуса газовых турбин
-
Детали авиационных двигателей
-
Уплотнительные кольца и монтажные кромки
Технологический предел: в настоящее время самые большие кольцевые поковки, изготовленные методом раскатки, могут достигать диаметра 10 000 мм, высоты 4 000 мм и применяются при производстве корпусов ядерных реакторов.
3. История развития технологии раскатки колец
3.1 Возникновение и эволюция
Технология раскатки колец возникла в середине 19 века с развитием железнодорожного транспорта. По мере увеличения скорости и грузоподъемности поездов, традиционные чугунные колеса уже не могли удовлетворить потребности использования, что привело к развитию технологии производства сменных стальных колес.
Ключевые вехи:
-
1842 год: первая установка для прокатки колес была построена в Англии.
-
1886 год: на Остерском чугунолитейном заводе в России был открыт цех по производству колес для поездов.
-
1950-е годы: в Китае начали внедрять технологию раскатки колец.
3.2 Направления технологического развития
-
Увеличение размеров: кольцевые поковки диаметром более 2000 мм постепенно производятся с помощью технологии раскатки.
-
Увеличение скорости: повышается уровень автоматизации производства, что значительно увеличивает производительность.
-
Повышение точности: точность раскатки постоянно повышается, точность размеров может достигать 1/1000.
-
Усложнение: прорывы в технологии прямого формования кольцевых поковок со сложным поперечным сечением.
-
Гибкость: повышается гибкость оборудования для мелкосерийного и многономенклатурного производства.
-
Разнообразие материалов: адаптация к потребностям обработки специальных сплавов для авиакосмической и других высокотехнологичных областей.
4. Экономический анализ технологии раскатки колец
4.1 Технологические преимущества
-
Высокая точность обработки:
-
Геометрическая точность сопоставима со штамповкой.
-
Небольшие отверстия в заготовках с соединительной кромкой.
-
Отсутствие потерь из-за облоя.
-
-
Отличное внутреннее качество:
-
Плотная структура.
-
Мелкое зерно.
-
Линии течения распределены по окружности.
-
Значительно повышается износостойкость и усталостная прочность.
-
-
Низкие инвестиции в оборудование:
-
Локальная деформация значительно снижает тоннаж оборудования.
-
Значительно снижаются инвестиции в оборудование.
-
Широкий диапазон диаметров обработки (соотношение максимального и минимального диаметров 3-5 раз).
-
-
Высокая производительность:
-
Скорость раскатки 1-2 м/с.
-
Цикл формования около 10 секунд.
-
Максимальная производительность может достигать 1000 штук/час.
-
-
Низкая себестоимость производства:
-
Высокая степень использования материалов.
-
Короткое время механической обработки.
-
Низкое энергопотребление.
-
Длительный срок службы формовочных пуансонов.
-
4.2 Примеры экономической эффективности
-
В Германии себестоимость производства кольцевых поковок из углеродистой стали размером 3500 мм × 110 мм × 90 мм по сравнению со свободной ковкой снижается на 77%.
-
По статистике, в бывшем Советском Союзе по сравнению со свободной ковкой расход материала снижался на 40-50%, а себестоимость производства снижалась на 75%.
Заключение
Технология раскатки колец представляет собой важное направление развития современных процессов обработки металлов. По мере непрерывного развития промышленных технологий эта технология будет играть все более важную роль в таких областях, как материаловедение, точное производство и экологически чистое производство. В будущем у нас есть все основания ожидать технологических прорывов и инновационного применения технологии раскатки колец во многих высокотехнологичных областях.