
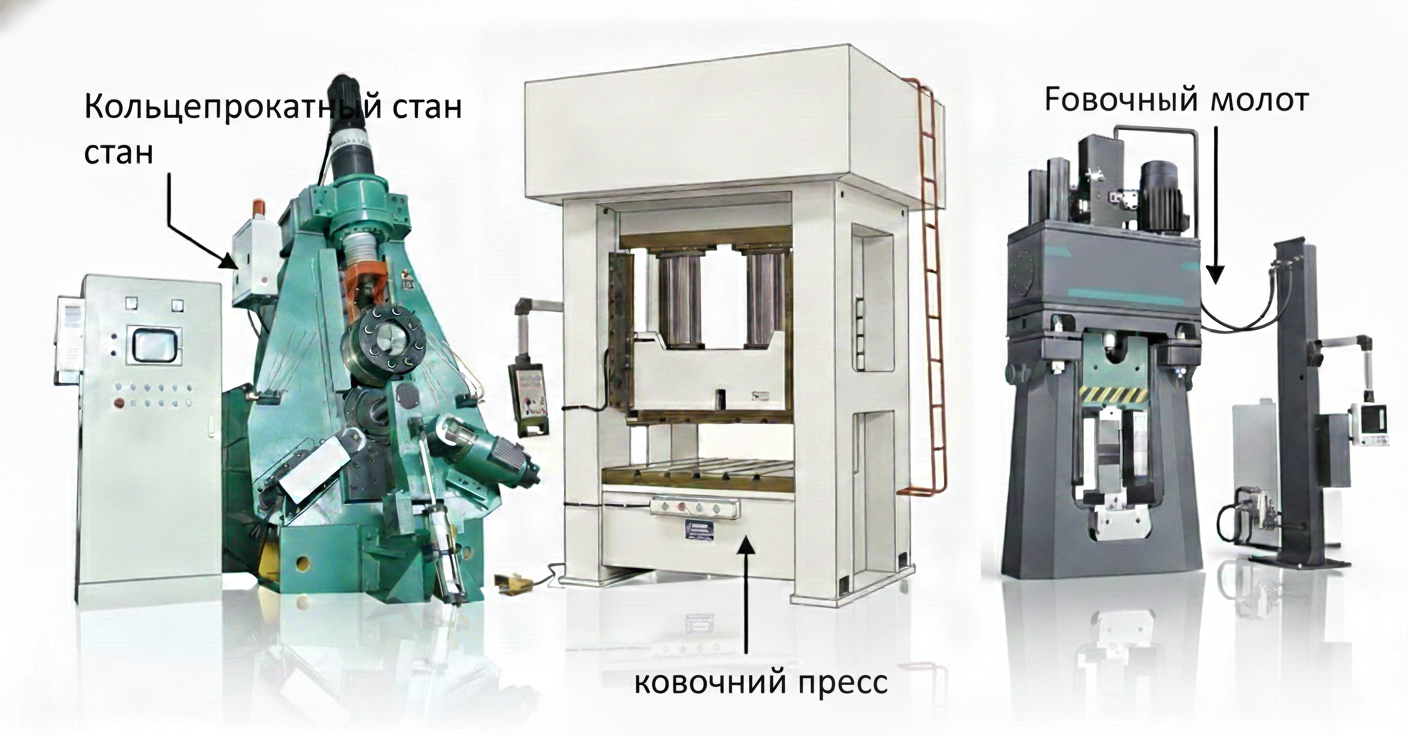
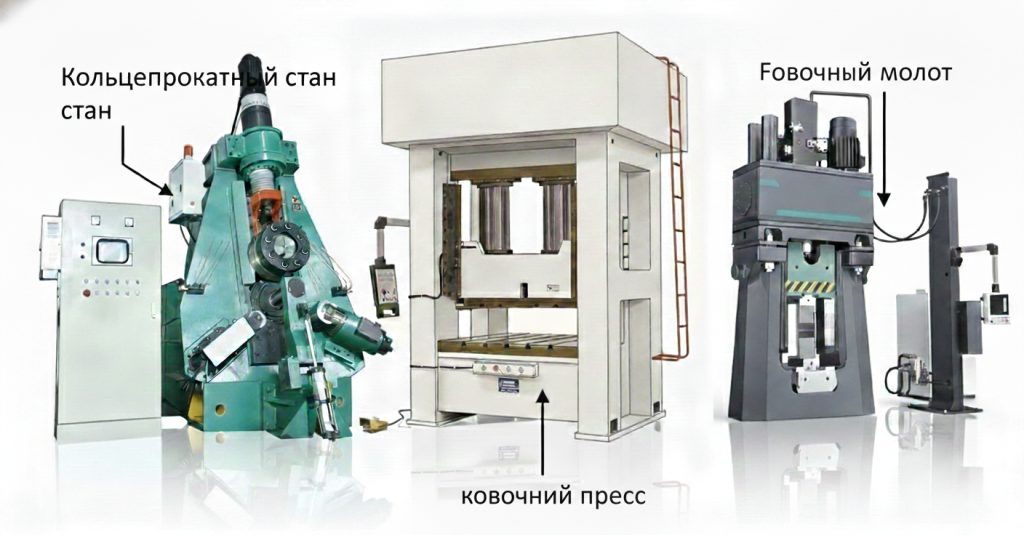
Три ключевых технологии изготовления колец: кольцевая прокатка vs ковка молотом vs ковка на прессе
Ниже я, с инженерной точки зрения (механизм формообразования, структура и свойства, внутреннее качество, размерная точность, область применения, эффективность/стоимость, дефекты и контроль качества), даю системное, профессиональное и всестороннее сравнение трёх технологий. Чтобы избежать неоднозначности термина «пресс», я разделю его на два типа:
-
Свободная ковка на прессе / гидравлический ковочный пресс (open‑die press forging): обычно применяется для подготовки заготовки, «проковки насквозь», пробивки и расширения отверстия, раскатки до кольцевой заготовки.
-
Штамповка (ковка) на прессе / винтовой пресс и т.п. (closed‑die forging / screw press и др.): используется для близкой к окончательной форме (near‑net) заготовки, для кольцевых заготовок сложного сечения.
Сначала ключевой вывод:
Наиболее распространённый и наиболее надёжный маршрут для получения высококачественных колец:
пресс/молотом «проковать» заготовку (обеспечить проковку насквозь) → пробивка и расширение отверстия до кольцевой заготовки → калибрование/формообразование на кольцепрокатном стане (кольцевая прокатка) → термообработка → механическая обработка.
Потому что кольцевая прокатка сильна в том, чтобы «сделать кольцо круглым, равномерным и стабильным по размерам», а пресс/молот сильны в том, чтобы «проковать металл насквозь и обеспечить внутреннее качество».
1. Что на самом деле делает каждая технология?
A) Кольцепрокатный стан: изготовление колец методом кольцевой прокатки (раскатки), радиальная или радиально‑осевая
Суть: уже пробитую «кольцевую заготовку» (ring blank) непрерывно прокатывают между основным валком и оправочным (внутренним) валком, увеличивая диаметр, уменьшая толщину стенки и выравнивая сечение (радиально‑осевая прокатка дополнительно позволяет контролировать высоту/торцы).
Сильные стороны: высокая повторяемость размеров, хорошая круглость, равномерность толщины стенки, высокий коэффициент использования материала; волокнистая структура (линии течения) непрерывно идёт по окружности, что выгодно для восприятия окружных нагрузок и усталости.
Условие: сама кольцевая заготовка должна быть качественной (внутреннее качество, зерно, ликвация/неоднородность, трещины и т.д.). Кольцевая прокатка не является «универсальным исправителем» плохой исходной заготовки.
B) Ковочный молот: изготовление колец свободной ковкой (пневматический/электрогидравлический молот и т.п.)
Суть: пластическая деформация достигается ударными нагрузками (высокая скорость деформации): осадка, вытяжка, расширение отверстия, раскатка на оправке и т.д.
Сильные стороны: оборудование сравнительно гибкое; подходит для многономенклатурного производства, малых партий, опытных изделий; удобно для локального формообразования/правки.
Слабые стороны: деформация более «локальная и дискретная», стабильность сильно зависит от опыта оператора; высокий шум и вибрации; для крупных деталей и толстых сечений сложнее обеспечить «проковку насквозь» (нужно много нагревов/проходов и строгий контроль).
C) Прессовая ковка (два типа)
C1) Свободная ковка на прессе (гидравлический ковочный пресс / механический пресс, open‑die)
Суть: управляемая по ходу и усилию компрессионная деформация при более низкой скорости деформации. Позволяет выполнять большие деформации: осадка, вытяжка, пробивка и расширение отверстия, раскатка до кольцевой заготовки.
Сильные стороны: для крупных слитков и толстых сечений легче получить глубокую деформацию и «проковку насквозь»; внутреннее качество обычно проще обеспечить на высоком уровне; процесс более управляемый.
C2) Штамповая ковка на прессе (closed‑die / винтовой пресс и др.)
Суть: получение кольцевой или кольцевой заготовки сложного сечения в штампе, близко к окончательной форме (near‑net).
Сильные стороны: при сложном сечении (ступени, фланцы, профильные элементы) можно сразу «выштамповать» нужную геометрию; далее либо кольцевая прокатка, либо сразу механическая обработка.
2. Ключевое сравнение №1: структура и свойства (прочность, вязкость, усталость)
В материаловедческом смысле «лучше» определяется в основном: измельчением и равномерностью зерна, волокнистостью (макролиниями течения), закрытием дефектов и чистотой металла, а также соответствием анизотропии направлению рабочих нагрузок.
2.1 Волокнистость и соответствие нагрузкам
Кольцевая прокатка (кольцепрокатный стан):
Преимущество очень очевидно: линии течения металла легче формируются как непрерывные, замкнутые по окружности, что обычно выгодно для деталей, работающих на окружные напряжения/циклические нагрузки (кольца подшипников, зубчатые венцы, фланцы, ветроэнергетические кольца и т.д.).
Типичный результат: легче получить преимущество по окружным свойствам и усталостной долговечности, при высокой повторяемости партий.
Ковочный молот / свободная ковка на прессе:
Волокнистость зависит от маршрута деформации (осадка, вытяжка, пробивка/расширение, раскатка на оправке и т.д.). Её можно сделать рациональной, но обычно это менее «естественно», чем при непрерывной кольцевой прокатке, где волокна «идут по кругу».
Штамповка на прессе:
Волокнистость определяется схемой течения при заполнении штампа; при сложных сечениях возрастает риск резких поворотов линий течения и складок/нахлёстов, поэтому нужны грамотная оснастка и отработанный процесс.

2.2 Измельчение зерна и равномерность структуры
Свободная ковка на прессе: низкая скорость, большие обжатия, высокая управляемость — крупные детали проще деформировать более равномерно; зерно и структура обычно легче выравниваются.
Ковочный молот: высокая скорость деформации и локальность ударов — поверхностные слои могут измельчаться сильнее, но насколько «достанет» деформация до центра толстого сечения, сильно зависит от технологии и количества нагревов/проходов.
Кольцевая прокатка: в зоне прокатной деформации измельчение выражено, но способность улучшать «исторические» центральные дефекты/ликвацию определяется тем, была ли на предыдущих стадиях обеспечена достаточная проковка заготовки.
Итог в одной фразе:
-
направленность свойств (по окружности): кольцевая прокатка обычно сильнее;
-
«проковка насквозь» и равномерность в толстом сечении: пресс обычно сильнее;
-
гибкость для малых партий: молот имеет преимущество.
3. Ключевое сравнение №2: внутреннее качество (уплотнение, рыхлость/пористость, усадочные раковины, включения, НК)
Это чаще всего неправильно понимают:
«Кольцевая прокатка всегда даёт более плотный металл» — не всегда так.
Кольцевая прокатка сильна, но фундамент внутреннего качества в основном определяется исходным металлом + эффективным коэффициентом ковки (реальной деформацией) на стадии подготовки.
Способность закрывать внутренние дефекты (типовая закономерность)
Свободная ковка на прессе: сильная
Легче обеспечить большие обжатия и глубокую пластическую деформацию; хорошо подходит для слитков/толстых сечений; стабильнее закрывает рыхлость и усадочные дефекты.
Ковочный молот: средняя (зависит от процесса)
Нужны достаточное число нагревов и правильный маршрут деформации; иначе возможна ситуация «снаружи куют активно, а центр деформируется недостаточно».
Кольцевая прокатка: зависит от качества кольцевой заготовки
Если кольцевая заготовка уже хорошо прокована, пробивка и расширение отверстия сделаны правильно — после прокатки структура и свойства будут отличными.
Если же дефекты уже есть внутри — прокатка скорее «масштабирует формообразование» и не обязательно устранит дефекты полностью.
4. Ключевое сравнение №3: точность размеров, круглость, равномерность толщины, стабильность партий
Типовой рейтинг (в большинстве случаев):
Кольцевая прокатка (кольцепрокатный стан) > штамповка на прессе (при хороших штампах) > свободная ковка на прессе > свободная ковка молотом
-
Кольцевая прокатка: естественно сильна в «круглости, равномерности и стабильности»; припуски проще контролировать, объём мехобработки часто меньше.
-
Штамповка на прессе: при отработанной оснастке повторяемость отличная; но нужно учитывать облой, износ штампа и полноту заполнения.
-
Свободная ковка (пресс/молот): точность в основном обеспечивается оснасткой + дисциплиной процесса; обычно стабильность ниже, чем у прокатки.
5. Ключевое сравнение №4: диапазон размеров и «геометрические» возможности
Возможности по размерам (диаметр, масса, толщина стенки)
-
Кольцевая прокатка: особенно сильна для средних и больших диаметров; чем больше диаметр — тем заметнее преимущества (и «большой диаметр ≠ обязательно супер‑большая тоннажность»).
-
Свободная ковка на прессе: особенно сильна для больших масс и толстых сечений (крупные слитки, толстостенные заготовки).
-
Ковочный молот: чаще оптимален для малых и средних деталей; для сверхкрупных изделий часто становится неэкономичным/нестабильным.
Сложность формы (сечение, ступени, фланцы, профили)
-
Штамповка на прессе: максимальные возможности по сложным сечениям (но зависит от стоимости/сроков оснастки).
-
Кольцевая прокатка: может делать часть профильных колец (фланцевые, ступенчатые, частично профилированные), но сложность ограничена формой валков и устойчивостью процесса.
-
Свободная ковка (пресс/молот): «сделать можно», но точность и эффективность могут быть хуже.
6. Ключевое сравнение №5: производительность, стоимость, выход годного, энергопотребление и условия производства
6.1 Производительность (при серийности)
-
Кольцевая прокатка: для средних/крупных колец обычно самая высокая производительность и стабильный такт.
-
Пресс: средняя; стадия подготовки заготовки критична; штамповка в больших сериях может быть очень производительной, но требует дорогой и долгой оснастки.
-
Молот: обычно самая низкая (много нагревов, много правок, высокая зависимость от ручного труда).
6.2 Выход годного / использование материала (экономия металла и мехобработки)
-
Кольцевая прокатка: высокая (заготовка близкая к конечной форме, малые припуски).
-
Штамповка на прессе: средняя‑высокая (зависит от облоя и конструкции).
-
Свободная ковка: средняя‑низкая (припуски обычно больше).
6.3 Инвестиции и производственная среда
-
Молот: меньшие инвестиции, но высокие шум/вибрации и требования к фундаменту.
-
Пресс: большие инвестиции, но лучший контроль процесса, меньше шум/вибрации, проще автоматизировать.
-
Линия кольцевой прокатки: значительные инвестиции (особенно радиально‑осевые и автоматизированные линии), но долгосрочно возможна низкая себестоимость и высокая стабильность.
7. Типовые дефекты и ключевые точки контроля (важные «профессиональные» отличия)
Кольцевая прокатка: типовые проблемы
-
плохая круглость/овальность, неравномерная толщина стенки, отклонения соосности, волнистость торца
-
поверхностные складки, шелушение/повреждение поверхностного слоя, следы/повреждения от валков
-
трещины по кромке (температура/деформация/недостаточная пластичность материала)
-
проявление внутренних трещин/включений из‑за проблем исходной кольцевой заготовки
Ключевые точки контроля: проковка и качество пробивки/расширения отверстия, равномерность нагрева, подача/направление при прокатке, падение температуры и смазка, профиль валков и стратегия коррекции/калибрования.
Свободная ковка молотом: типовые проблемы
-
складки/нахлёсты, поверхностные трещины (высокая скорость деформации + узкое температурное окно)
-
большие колебания размеров, локальная перековка/недоковка
-
недостаточная проковка центра (особенно риск для толстых сечений)
-
неоднородная структура, сильная разница по размеру зерна
Ключевые точки контроля: достаточный коэффициент ковки, правильный маршрут деформации и число нагревов, температура конца ковки, последовательность ударов, режим повторного нагрева, предотвращение локального переохлаждения и нежелательного упрочнения.
Свободная ковка/штамповка на прессе: типовые проблемы
-
свободная ковка: бочкообразность (barreling), недостаток деформации в отдельных зонах, складки из‑за ошибок манипулирования
-
штамповка: неполное заполнение, проблемы с облоем, складки/нахлёсты, смещение половин штампа, износ штампа → уход размеров
Ключевые точки контроля: величина обжатия и схема проходов, смазка и трение, конструкция штампа (радиусы, линия разъёма, вентиляция/выпуск газов), температурное окно и такт прессования.
8. Сводная таблица «инженерного выбора» (обзор)
| Критерий | Кольцевая прокатка (кольцепрокатный стан) | Свободная ковка молотом | Свободная ковка на прессе (гидропресс) | Штамповка на прессе (винтовой/мех.) |
|---|---|---|---|---|
| Окружная волокнистость / усталость | высокая | средняя | средняя | средняя–высокая (зависит от конструкции) |
| Проковка толстого сечения / внутреннее уплотнение | зависит от заготовки | средняя (зависит от процесса) | высокая | средняя–высокая |
| Точность / круглость / равномерность толщины | высокая | низкая | средняя | высокая |
| Стабильность партий | высокая | низкая–средняя | средняя–высокая | высокая |
| Сложность сечения | средняя | средняя | средняя | высокая |
| Экономичность для средних/больших диаметров | высокая | низкая | средняя | средняя (зависит от оснастки) |
| Гибкость для малых партий/опытных | средняя | высокая | средняя | низкая (дорогостоящие штампы) |
| Использование материала / припуски | высокое | низкое | среднее | среднее–высокое |
| Шум/вибрации/трудоёмкость | средние | высокие (хуже) | низкие (лучше) | низкие–средние |
9. Самые «надёжные» рекомендации по маршруту процесса
Сценарий 1: высокая надёжность, средние/большие диаметры (подшипники, ветер, давление и т.п.)
✅ Свободная ковка на прессе с проковкой насквозь (ключевой этап) → пробивка и расширение отверстия → радиально‑осевая кольцевая прокатка → термообработка → чистовая мехобработка → УЗК/МПК (UT/MT)
Преимущество: сочетает внутреннее качество и стабильность размеров; самый распространённый промышленный маршрут для высококачественных колец.
Сценарий 2: малые/средние кольца, большие серии, относительно стандартное сечение
✅ Штамповка или прессовое предварительное формообразование кольцевой заготовки → калибрование/правка кольцевой прокаткой → мехобработка
Преимущество: быстрый такт, высокая повторяемость, малые припуски.
Сценарий 3: малые партии, нестандарт, срочные сроки или ремонтные изделия
✅ Свободная ковка молотом (подготовка/расширение) → мехобработка (при необходимости — простая правка/малый стан кольцевой прокатки)
Преимущество: гибкость и отсутствие необходимости в капиталоёмкой линии; но стабильность качества и стоимость могут быть не оптимальны.
10. Практический «кто лучше» (прикладной ответ)
-
Если вопрос о потолке комплексного качества:
прессовая проковка заготовки + формообразование на кольцепрокатном стане часто даёт оптимальный результат для высококлассных колец.
-
Если вопрос о точности, стабильности и производительности:
обычно лидирует кольцепрокатный стан (при условии, что кольцевая заготовка качественная). -
Если вопрос о малых партиях, гибкости и низких инвестициях:
ковочный молот часто подходит лучше, но качество сильнее зависит от технологии и квалификации персонала.





